
 Tech
Tech

 Photography BY THE AUTHOR
Photography BY THE AUTHORome of the best bodywork ever done on a vehicle never gets noticed because the work needed to achieve that new look was done with such subtlety and expertise your brain just sees the properly proportioned finished product, not a jumbled collection of ideas haphazardly thrown together.
At Old Anvil Speed Shop (Orange, California) every project gets conceptual illustrations done by in-house graphic artist Jeff Allison. Every aspect of the exterior and interior is discussed with the client and, with every facet of every area, Allison can offer several different designs to the customer, all depending on the theme of the project.
This project, a ’63 C1100 International Harvester standard-wheelbase Stepside pickup, already had some drawings done when it arrived at Old Anvil but, after some discussions with their client, the visions Old Anvil came up with took the pickup in a whole new direction.
One aspect of the new design was a major one: getting rid of the original, boxy, out-of-proportion, squarish fishbowl appearance the factory shape had offered for many, many years and replacing it with one that is sleek and contemporary.
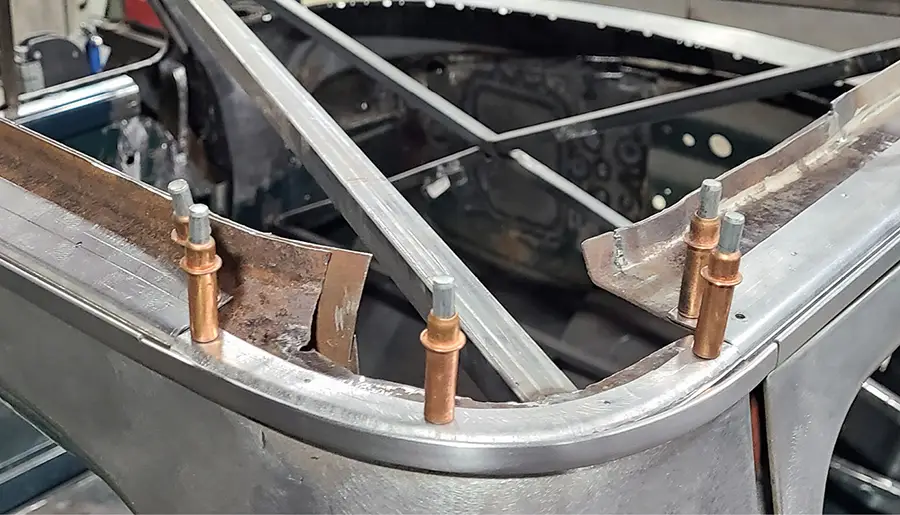
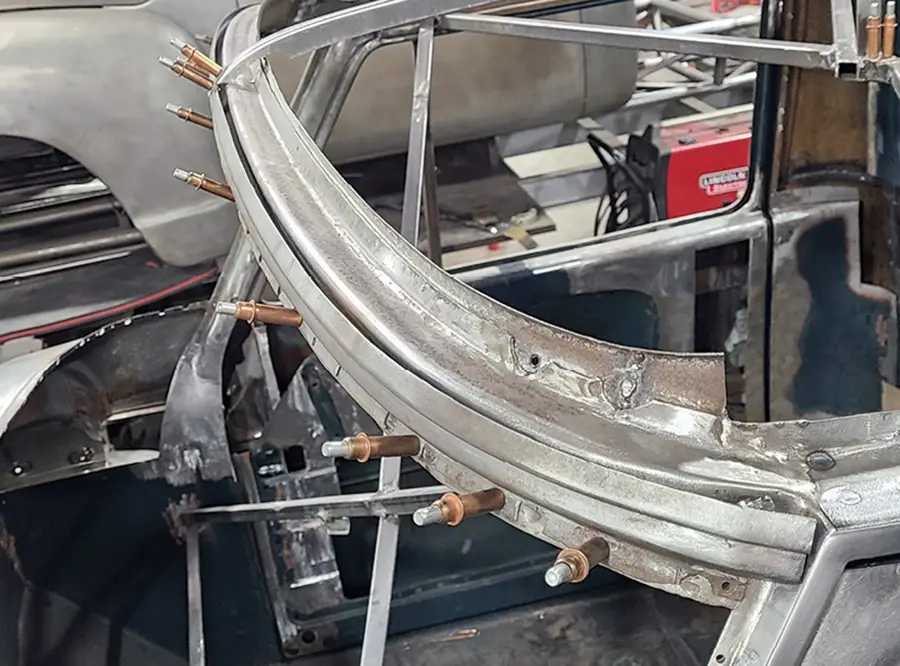
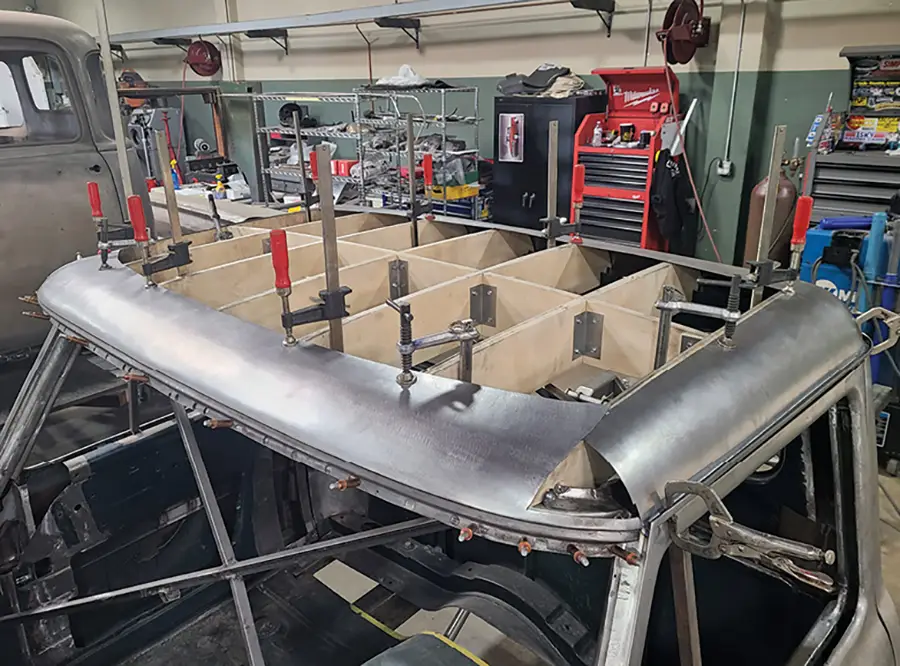
To achieve the new look several custom-fabrication styling cues were used, including chopping the top 2 1/2 inches, leaning the A-posts back, lengthening the doors 4 inches, and removing the dogleg shape from the leading top edge of each door. To tie all that work together a new roof was needed—itself a custom one-off endeavor.
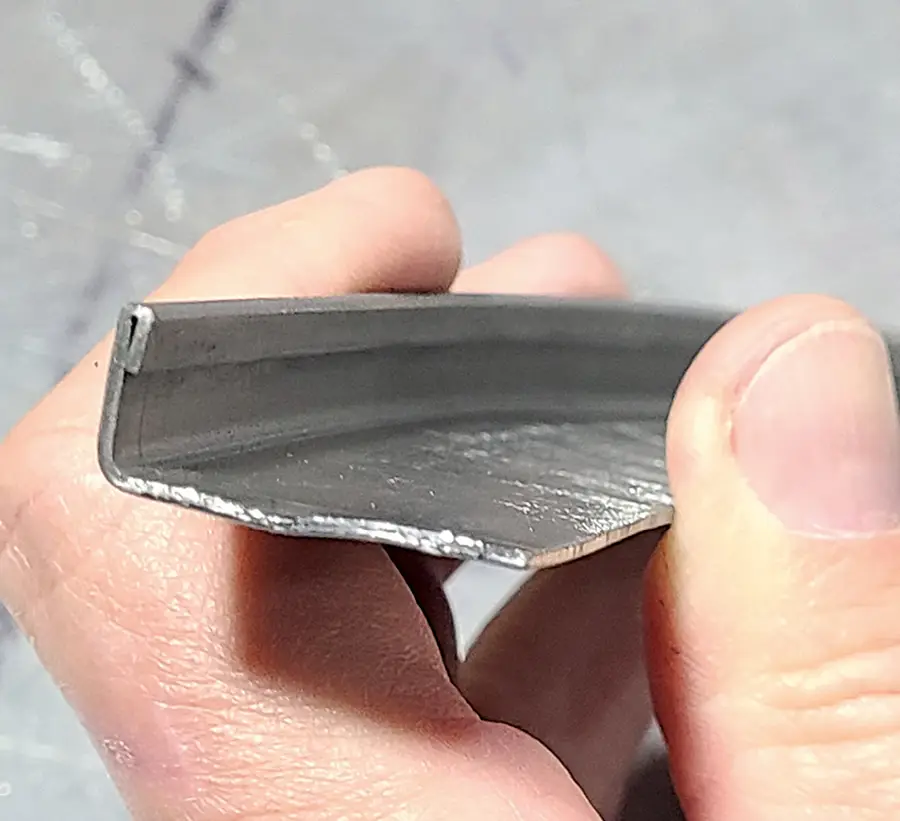
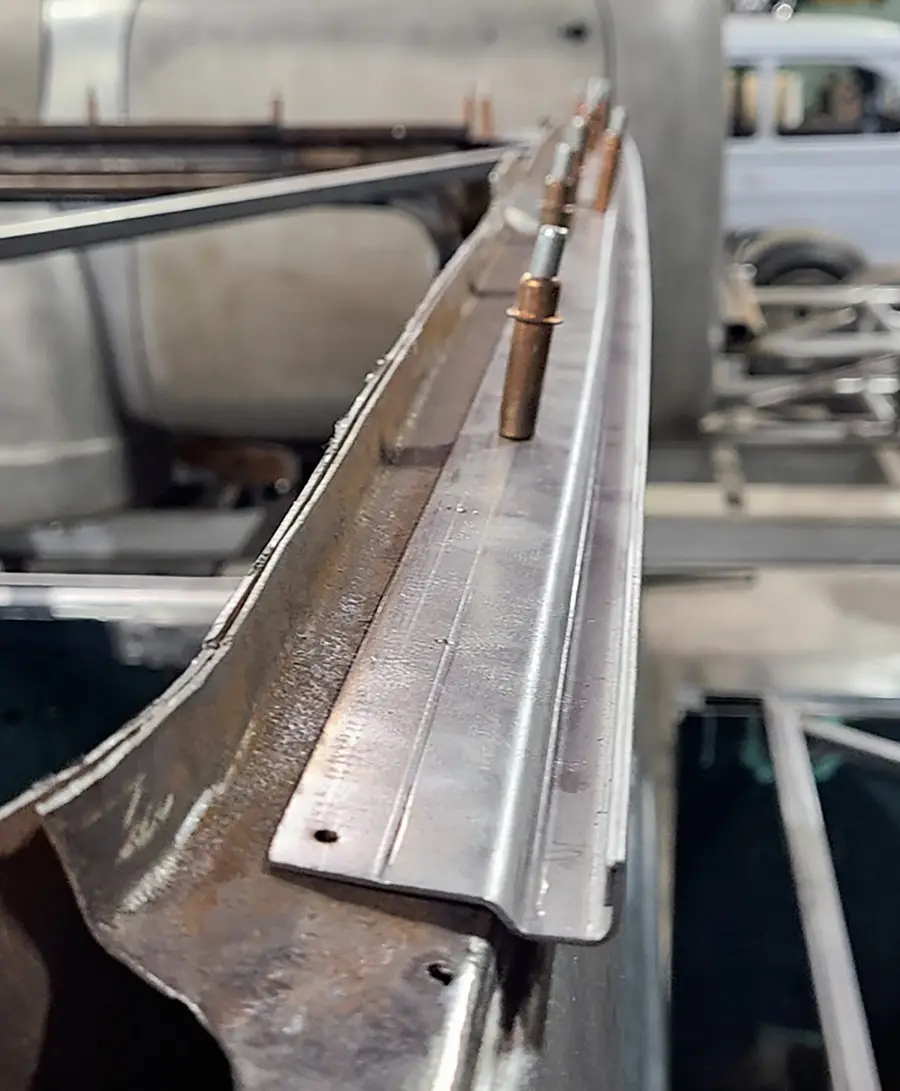
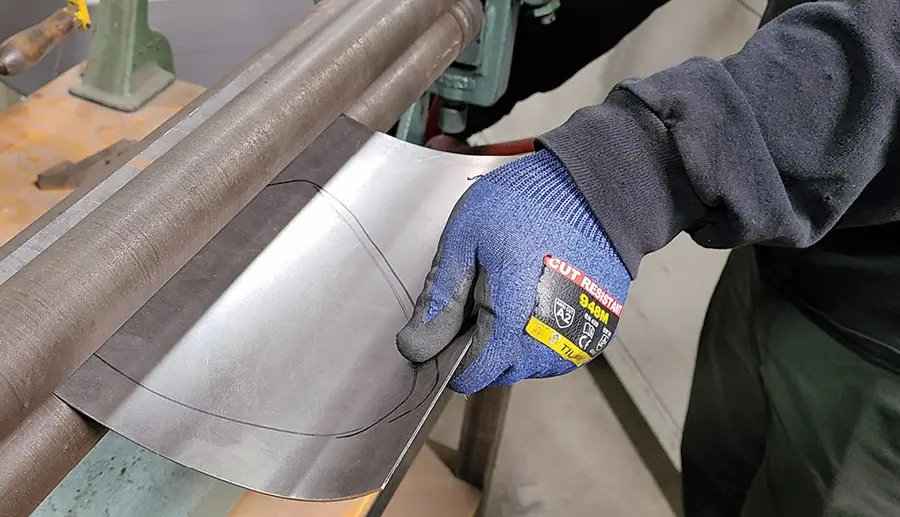
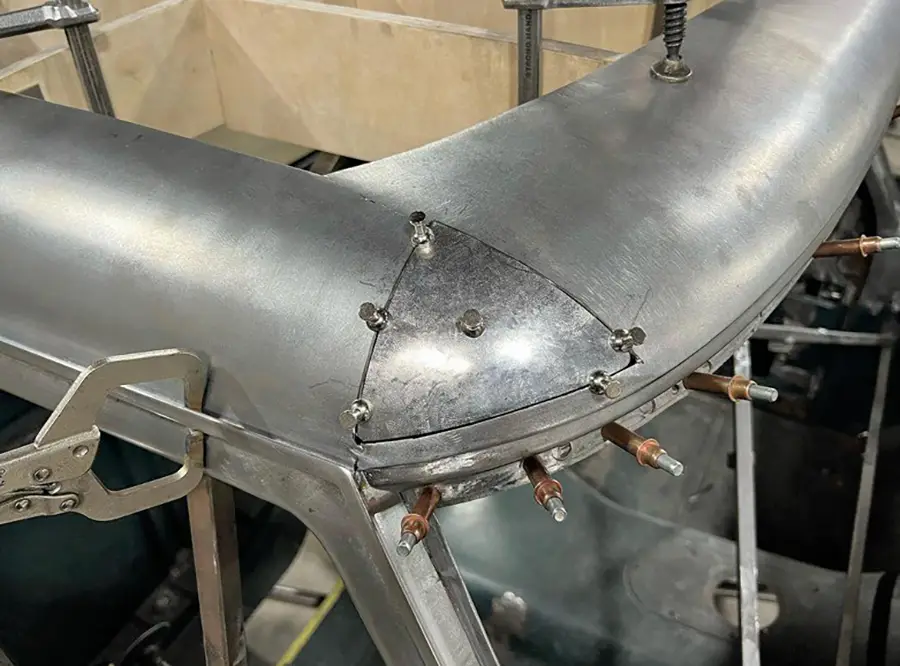
Old Anvil handed the project to one of their handful of talented fabricators: 23-year-old Brandon Gerringer. He approached the project like a big 18-gauge steel puzzle: first the four edges needed to be made, then the corners, then the roof top. But there were several ways this roof could have gone together because every metalshaper will approach the same project differently based on their past experiences and whatever the new design elements require, so the following is how Old Anvil took this pickup from their drawing board to a reality.



























 SOURCE
SOURCE