
 Tech
Tech

 IMAGES BY THE AUTHOR
IMAGES BY THE AUTHORn previous stories featured in this magazine we’ve witnessed how Old Anvil Speed Shop in Orange, California, was able to work some of their magic on (by all accounts) an ugly ’63 International Harvester C1100 with the midsize bed (International Harvester made three lengths: a long-box type, midsize, and a shortbed version—commonly seen in the Gasser era).
The truck’s factory design wasn’t meant to be anything other than just functional, and the factory must not have had a high level of quality control back in the day because Old Anvil has noticed on multiple International Harvester trucks the same doorjamb rub or different dimensions from the right side to the left side of the vehicle.
Old Anvil began by first chopping and reshaping the roofline, stretching the doors, fabbing new A-posts, and making some major improvements to the rear fenders that allowed Old Anvil to reproportion the factory “large forehead” appearance and bring the whole project into the 21st century while keeping some of the ’60s-era look.
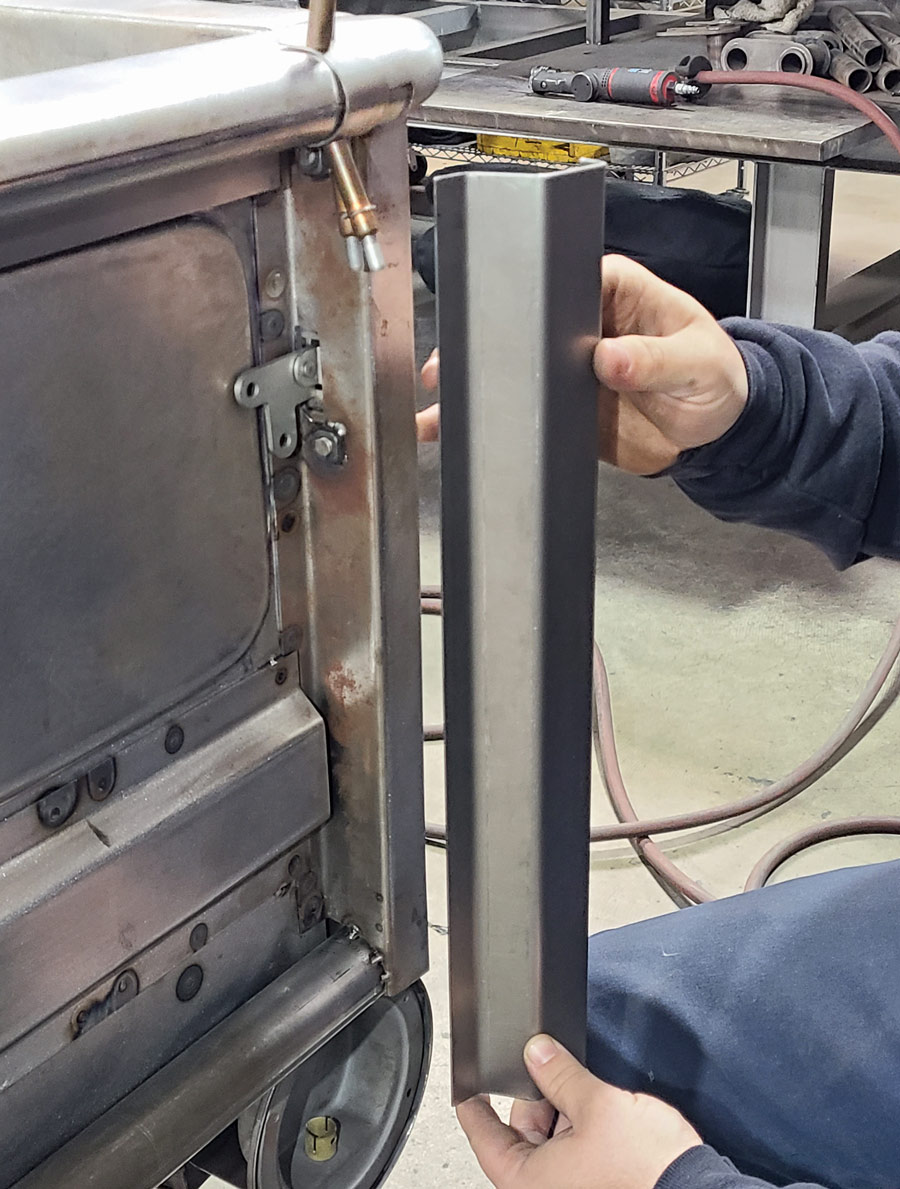
He estimates he put about 100 hours into building the tailgate, done in 16-gauge steel, which is far less forgiving than a standard 18-gauge when it comes to shaping. The 16-gauge also meant more work was needed to get the finish perfect, but the thicker gauge takes the heat from welding better. The tailgate’s height is fullsized even though the bed comes halfway up the backside of the ’gate, and it’s now very sturdy—there’s no slop or movement like the original.


































 SOURCE
SOURCE