
 Tech
Tech

Photography BY THE AUTHOR
ack on Project #backpay! This ’66 Chevy C10 truck has been under major reconstruction. If you have been following along, you already know that with a step-by-step approach, you can do these same repairs at home. Last time you saw #backpay we featured the power steering and column conversion.
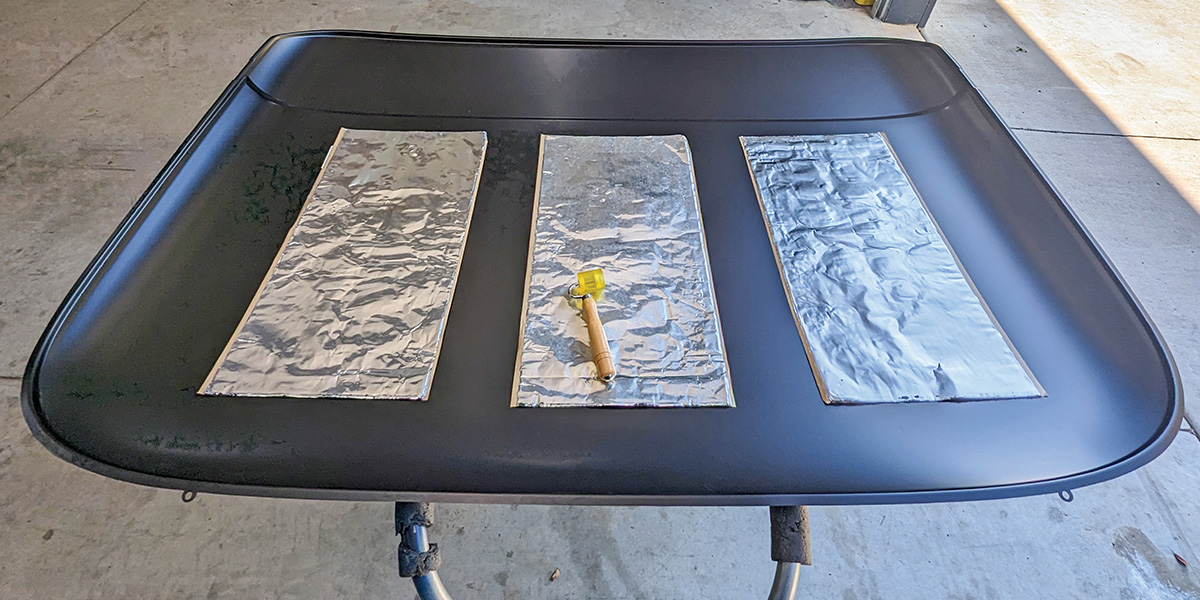
This time we will go in-depth on installing a new big back window conversion. We headed to Howe’s It Doin’ Garage in Dallas, Georgia, with Mike Howe performing the installation. Some of what you will see here covers the roofskin installation. Although the roofskin on this truck is in great shape, the removal is necessary to get to the factory spot welds on the original inner back window panel. Auto Metal Direct (AMD) has all the parts you need to swap out your small back window panel with all-new fresh restoration parts for the conversion.
The big back window trucks have always fetched a premium … all starting back in 1955 when GM first offered a variation of back window sizing in their trucks. Since then, guys have been swapping their trucks for the larger glass with all kinds of different methods to make it happen. AMD has gone the distance to make sure that your conversion is as easy as can be. They have developed all-new tooling to bring to you a full factory-style replacement panel. The full removal and installation are straight forward and can be done in a weekend.
Let’s go to Howe and see what we have to work with!
































 SOURCES
SOURCES