
 Tech
Tech

 IMAGES BY THE AUTHOR
IMAGES BY THE AUTHORtepping into the world of classic trucks, it’s easy to see that each one rolling off the production lines through the decades was destined for a life of service. While many were worked hard within an inch of their limitations, others fared far better in more domestic environments. In any case, as the years passed, countless retired haulers were given a new lease on life from both hot rodders and restorers. Regardless of whether you’re building the hop-up of your dreams or chasing after a perfect 100-point restoration, there’s plenty of opportunity to add that personal signature to your build. Choosing a vintage vibe, contemporary style, or somewhere in-between gives you the opportunity to update with your choice of drivelines, suspension and brakes, fresh platforms, and an endless potential for custom metal fabrication to give it a distinct look.
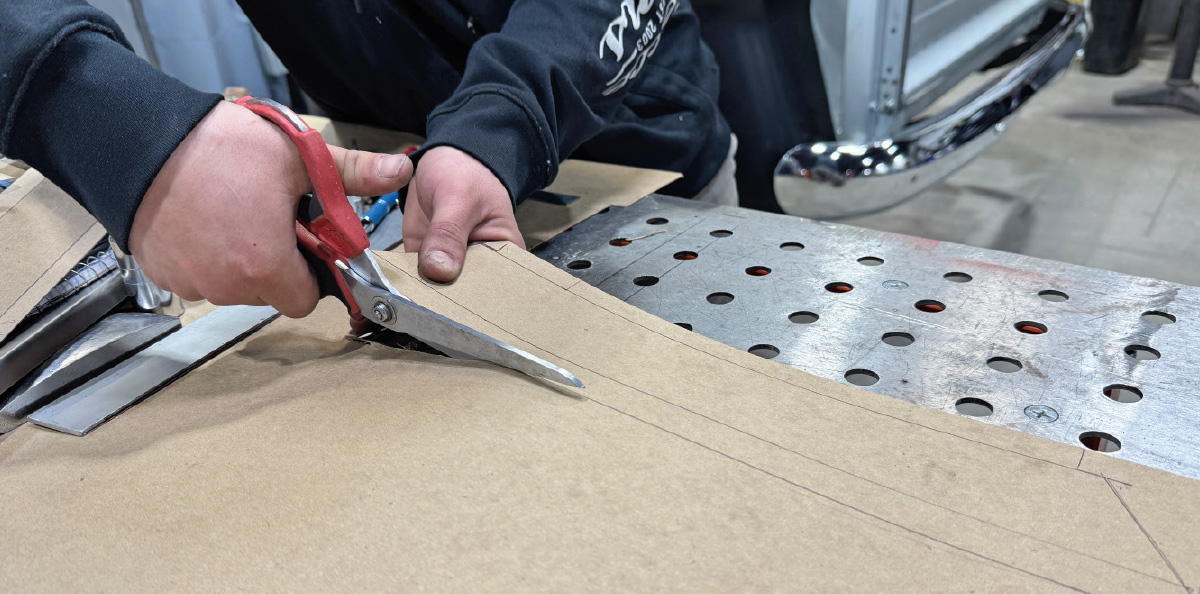
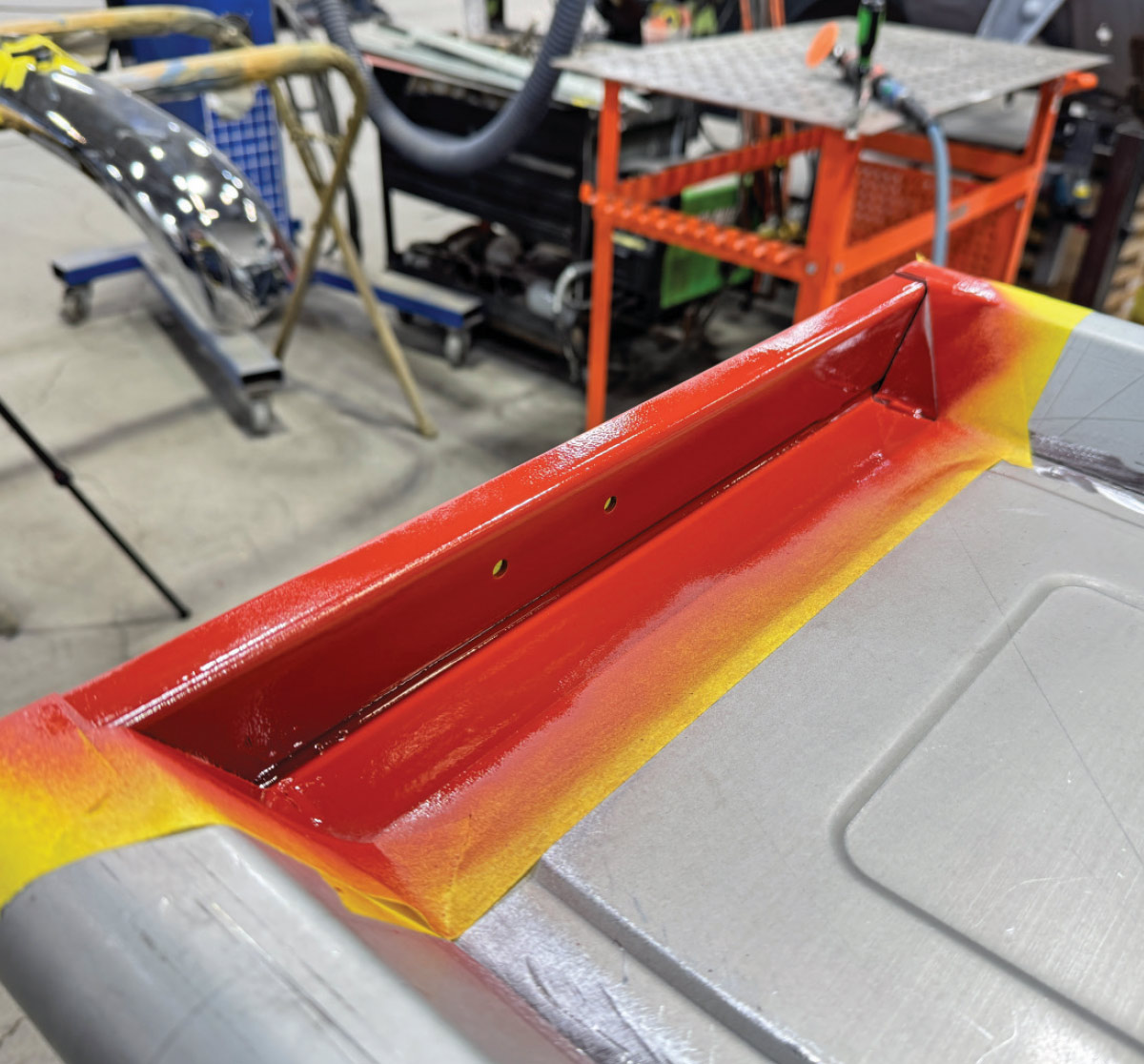
Recently, we visited Chris Cerce Customs (CCC) in Taunton, Massachusetts, to check out a 1956 Chevy 3100 series Stepside in for a full makeover, including a 755hp Chevrolet Performance LT5 supercharged V-8, Choppin’ Block Stage-3 Performance chassis, and plenty of custom details to give it the stunning CCC look. In a previous issue, we focused on updating the factory stake pockets for a smoother, more custom look. Here, we’ll focus on adding a special touch to the new Premier Street Rod replacement tailgate with a contemporary picture frame style to give it a fresh, new look. Let’s follow along as CCC team member John Breault works his fabrication craft, bringing it to the next level.




























 SOURCES
SOURCES