Tech
Tech
InTheGarageMedia.com

 Photography BY THE AUTHOR
Photography BY THE AUTHORou know how when you ask a 5-year-old to draw a cow or dog their sketch is usually way out of proportion, with legs too long or head too small but always with really big eyes? That’s the way some people see the ’60s-era International Harvester line of pickup truck—it kinda looks way out of proportion.
Classic Truck Performance stopped by Old Anvil Speed Shop in Orange, California, to see what they’re doing about it with one of their customer’s projects: a ’63 C-1100 International Harvester standard-wheelbase Stepside pickup.
Two of Old Anvil’s principals (owner Paul Bosserman and graphic artist Jeff Allison) teamed up to heavily massage this International Harvester pickup and knock some of the weirdness off. The truck is benefiting from a long list of custom bodywork they worked out together, including reshaping the grille area and roofline, but something had to be done about the bed’s fenders—they’re just too plain.
The front fenders have this large, scalloped flare design that makes a statement, but the rears, with a simple, thin body line (reminiscent of a ’50 Ford F-1 rear fender’s lowkey look) looks anemic on a truck with so much personality elsewhere. So the idea was hatched to carry the front fender’s flarelip design into the rear fenders, and CTP followed along as one of Old Anvil’s young metalshapers, Brandon Gerringer, took the idea from concept to reality.


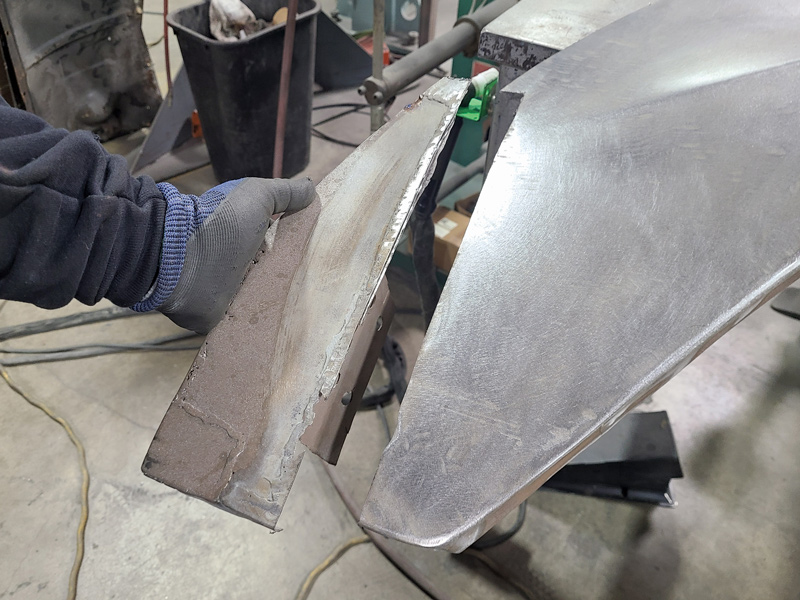
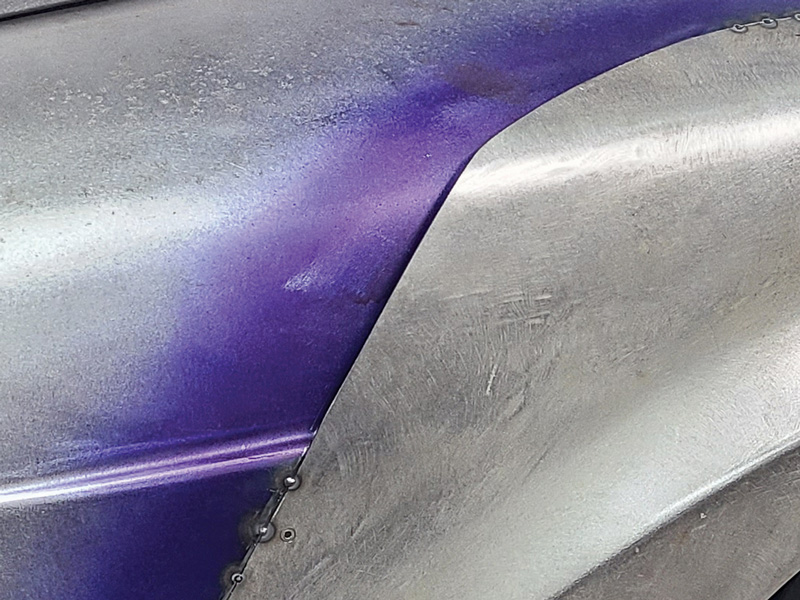
3. In a proof of concept, one of the spare front fenders was cut apart and Cleco’d to the existing fender to get a rough idea what the fender might end up looking like.